После отковки напильник отжигается, очищается от окалины при помощи пескоструйного аппарата или травлением в кислоте, а затем насекаются зубцы. Насечка зубцов делается на пилонасекальных станках.
После насечки напильники подвергают закалке. Нагрев напильников для закалки хорошо вести в расплавленной поваренной соли, что предохраняет от образования на них окалины и выгорания углерода из верхушек зубцов. Для напильника важно, чтобы закалку приняла не сердцевина напильника, а зубцы, так как они-то и производят опиловку и должны быть твердыми.
Насечка напильников бывает одинарная, двойная и рашпильная. Одинарная насечка делается в напильниках, предназначенных для опиловки мягких металлов (медь, латунь, алюминий, цинк баббит).
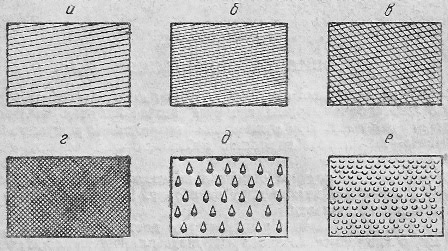
Одинарная насечка (рис. а, б) бывает под углом 90° к оси напильника, а иногда и под меньшим.
Для опиловки бронзы, чугуна, стали служат напильники с двойной или, как ее еще называют, перекрестной насечкой (рис. в, г). Для получения таких напильников насечку делают в два приема. Сначала делают мелкую насечку под углом 55° к оси напильника. После этого по первой насечке делается вторая насечка под углом 110° к оси напильника; угол между первой и второй насечками получается тупым.
Вторая насечка делается более глубокая, чем первая, она дает окончательную форму зубцам и определяет их высоту. Расстояние между остриями двух смежных зубцов называется шагом насечки. Шаг второй насечки делается больше, чем первой, благодаря чему исключается прямолинейное расположение зубьев. Напильники с рашпильной насечкой служат для опиливания кожи, дерева, каучука, фибры, а также для очень мягких металлов (свинца, баббита). При опиливании этих материалов получается крупная стружка, поэтому и нужны напильники с очень крупным зубом. У обычных напильников при обработке указанных металлов быстро забивается насечка стружкой и они начинают скользить по детали, не производя работы.
По величине зубцов или крупности насечки различают следующие сорта напильников: самые крупные, драчевые, полуличные (или полушлифные), личные (или шлифные) и бархатные.
Исходя из этого, напильники по шагу насечки делят на классы: I класс — драчевые, II класс — личные и III класс — бархатные напильники.
По нормам число зубьев измеряется на -1 см длины и зависит не только от класса напильника, но и от длины его: чем больше длина напильника, тем крупнее делаются зубья и тем меньше идет их на 1 см длины. Так, в драчевых напильниках число зубьев колеблется от 5 до 12, в личных — от 13 до 26 и в бархатных — от 30 до 78 на 1 см длины нижней насечки. Число зубьев верхней насечки обычно на 1—2 зуба больше, чем в нижней насечке. Делается это для того, чтобы получить в насечках различные шаги.
Выбор напильников зависит от величины припуска на опиловку. Если припуск превышает 0,25 мм, то применяют напильники I класса. Толщина слоя металла, снимаемого за один проход напильника, составляет, в зависимости от силы давления рук на напильник, от 0,08 до 0,15 мм и больше, что также зависит от величины обрабатываемой поверхности; чем меньше обрабатываемая поверхность, тем толще снимаемый слой металла за один проход. Точность обработки этими напильниками достигает 0,10—0,15 мм. Для снятия припуска не более 0,10—0,15 мм применяют напильники II класса. Точность обработки напильниками этого класса — 0,05 мм. После обработки шлифными напильниками на поверхности изделий остается очень мало, штрихов и поверхность приближается, по виду к шлифованной. Толщина слоя металла, снимаемого за один проход напильника, получается в пределах от 0,02 до 0,08 мм. Напильники III класса, бархатные, применяются для получения на поверхности изделий хорошей гладкости и точности. После них на изделии не остается почти никаких штрихов, поэтому они и называются бархатными.
Эти напильники снимают с изделий очень малый слой металла — от 0,025 до 0,05 мм.
Точность обработки бархатными напильниками достигает 0,005 мм.
По форме поперечного сечения напильники разделяются на плоские, квадратные, трехгранные, круглые, полукруглые, плоско-закругленные, карасики, ключевые, баретные, ромбические.

Плоские напильники применяются для опиловки плоских деталей (рис. а).
Гладкая грань тупоносого напильника служит для того, чтобы напильником можно было опиливать одну часть изделия, не опиливая другой части, сопрягающейся с ней под. углом (рис. б).
Квадратные напильники применяются для опиловки квадратных и прямоугольных отверстий (рис. м).
Трехгранные напильники служат для опиливания «ласточкина хвоста» в частях станков (рис. ж), отверстий в треугольных матрицах штампов (рис. е); такими напильниками затачивают пилы для дерева (рис. л). Трехгранные напильники служат для опиливания всех углов меньше прямого, но не меньше 60°. От середины трехгранного напильника к носу делается утоньшение, и поэтому ребра и грани получаются выпуклыми. Ребра трехгранного напильника делаются острыми.
Круглые напильники применяют для распиловки круглых и овальных отверстий, а также для выпиливания закруглений в отверстиях штампов (рис. к, г).
Полукруглые напильники служат для выпиливания закруглений (рис. д) и для выпиливания углов меньше 60° (рис. о), т.е. таких, в которые не проходит трехгранный напильник. Размеры напильников бывают различны; насечка — всех трех классов, но чаще всего делается насечка второго класса.
Плоскозакругленные напильники применяются, главным образом, для выпиливания матриц вырубных штампов с узкой рабочей частью (рис в, и). Обычно — это напильники небольших размеров, с насечкой второго класса.
На рис. р показано применение ножовочного напильника при пропиливании шлица.
На рис. н показана работа ромбовидным напильником при опиливании зубцов шестерен, а на рис. з — баретным напильником при опиливании зубцов рейки.
На рис. п плоским напильником с насеченной боковой гранью опиливается шаоночный паз на валу.
Наиболее часто применяющиеся напильники бывают от 75 до 500 мм длиной. Считается, что для нормальной работы длина напильника должна быть на 150 мм больше длины опиливаемого предмета.
Наиболее употребительными формами напильников считаются первые пять форм: плоские, квадратные, трехгранные, круглые и полукруглые.
При величине опиливаемой поверхности не более 50 мм напильники применяются длиной от 200 до 250 мм; для изделий от 50 до 100 мм — от 250 до 300 мм; для изделий более крупных — от 300 до 500 и даже 600 мм.
Особый род напильников представляют собой проволочные напильники малых размеров, получившие название надфилей. Форма их сечений та же,- что и у обыкновенных напильников.
Длина надфилей 100—150 мм. Насечка делается на половине или на одной трети всей длины; остальная (гладкая) часть служит ручкой. Насечка надфилей весьма мелкая. Надфили применяются для разделки мелких отверстий, для пропиловки шаблонов и для других точных слесарных работ.
Продолжительность работы напильника зависит от качества насечки, его твердости, полученной при закалке, и от обращения с ним. Недопустимо пилить по закаленным губкам тисков, класть напильники друг на друга. Следует предохранять напильники от грязи, масла и наждачной пыли; избегать опиливание чугуна по корке (предварительно срубить ее зубилом); окалину с поковок - снимать узкой гранью напильника или изношенным напильником.
Обыкновенный драчевый плоский напильник срабатывается на чугуне, бронзе и поделочной стали примерно в 8—10 дней, на твердой стали (инструментальной) — в 4—5 дней, а на меди — в 12—15 дней. Личной напильник обыкновенно работает в два раза дольше, чем драчевый: работа его значительно легче драчевого.
В процессе работы между зубьями напильника набиваются стружки, грязь, масло, и напильник начинает скользить по металлу, а не резать его. Для чистки напильников применяют стальную щетку. Тонкие проволочки щетки вычищают всю грязь из промежутков между зубцами, и напильник снова приобретает остроту. Для очистки напильника от дерева, каучука и фибры рекомендуется его перед чисткой подержать 10—12 мин. в горячей воде.
Для удобства работы напильником на хвост его насаживается ручка. Ручка обычно вытачивается из березы.
Поверхность ручки должна быть гладкой,- отполированной стеклянной бумагой или мелкозернистым наждачным порошком. На ручке не допускаются никакие дефекты, как-то: трещины, сучки,-расщепления, уступы от обточки, так как дефекты ручки могут быть причиной травмы.