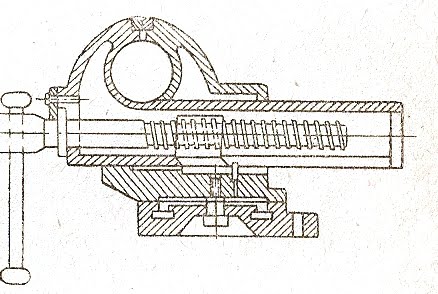
Для грубых работ применяются стуловые, или верстачные, тиски. Неподвижная губка должна упираться нижним концом в подкладку около ножки верстака, а в верхней части прижимается скобой и болтами к верхней доске верстака.

Вторая — подвижная губка соединяется с неподвижной шарниром и двумя щеками. Обе губки соединяются винтом с квадратной крупной нарезкой. Винт проходит свободно через подвижную губку и ввинчивается в трубчатую гайку, закрепленную в неподвижной губке. Вращая винт при помощи рычага, можно сдвинуть или раздвинуть губки. Для отжима неподвижной губки установлена пружина. Стуловые тиски делаются из углеродистой стали средней твердости, а губки, чтобы не мялись при зажимании в них деталей, наваривают сталью с более высоким содержанием углерода и закаливаются. Иногда губки делаются сменными. Сменные губки укрепляют болтами и шпильками. Для более прочного зажима металла в тисках губки с внутренней стороны имеют насечку.
Указанные тиски недостаточно устойчивы при работе.
Значительно более точными и удобными в работе являются тиски параллельные поворотные. Их губки раздвигаются параллельно, а не под углом, как в стуловых тисках. Части этих тисков отливаются из серого чугуна.
Неподвижная плита привинчивается болтами к верстаку. Подвижная губка своей направляющей входит в корпус тисков. Внутри направляющей проходит винт. Там же находится гайка, укрепленная нижним концом к корпусу неподвижной губки. В чугунных губках профрезерованы фальцы, в которые укладываются и укрепляются винтами и шпильками рабочие стальные каленые губки. Эти стальные губки имеют насечку на поверхности, прилегающей к зажимаемой детали.
Тиски можно поворачивать под любым углом к работающему. Эти тиски употребляются для точных и легких слесарных работ. Тяжелую слесарную работу на них производить нельзя, так как во время рубки часто ломаются чугунные части тисков.
Параллельные тиски бывают разных размеров. Размер их определяется шириной губок.
Нормальные размеры губок — 60, 80, 200, 220, 200 мм.
Для обработки мелких деталей, которые нельзя зажать в большие тиски, применяются ручные тисочки.
Если изделие имеет обработанные поверхности, то сильное его зажимание поведет к вдавливанию насечки губок в металл изделия, и поверхности будут испорчены. Поэтому на закаленные губки, тисков накладываются специальные вставные губки из листовой меди; латуни и т.п.
Для выполнения мелких слесарных работ требуется много времени на частое завертывание и отвертывание тисков, во избежание этого для мелких работ применяются тиски с педалью. Нажим в них может быть произведен посредством винта, как обыкновенно, и посредством педали, когда требуется быстро зажать обрабатываемую деталь. Подвижная губка, всегда отжимает систему рычагов вниз, смыкая губки тисков. Нажатием на педаль губки тисков быстро разводятся, освобождая изделие.